 您好,歡迎訪問包頭市迅捷冶金機(jī)械有限公司網(wǎng)站!
您好,歡迎訪問包頭市迅捷冶金機(jī)械有限公司網(wǎng)站!
您好,歡迎訪問包頭市迅捷冶金機(jī)械有限公司網(wǎng)站!
您好,歡迎訪問包頭市迅捷冶金機(jī)械有限公司網(wǎng)站!

 咨詢熱線- 15174934857
咨詢熱線- 15174934857
 微信號(hào):15174934857
微信號(hào):15174934857


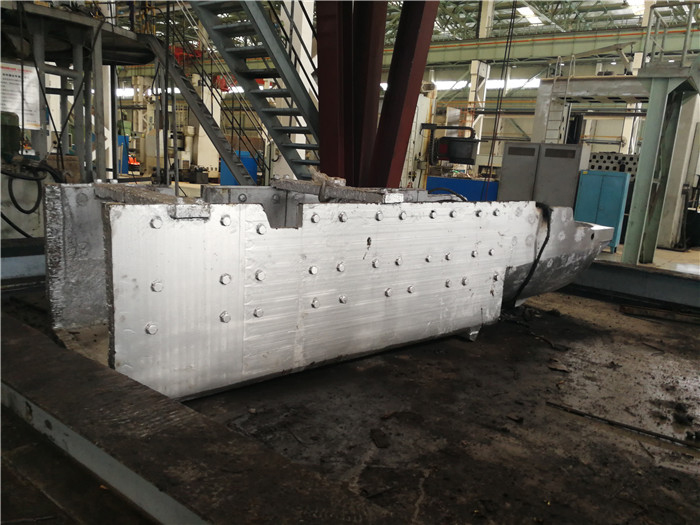
采用二氧化碳?xì)怏w保護(hù)焊,直流反接,調(diào)整焊接電流、焊接電壓和焊接速度,開始堆焊耐磨合金,堆焊層數(shù)為一層,厚度為5mm。
蒙古布料溜槽")
掃一掃關(guān)注網(wǎng)站
 服務(wù)熱線:15174934857(楊總)
服務(wù)熱線:15174934857(楊總)
 公司地址:內(nèi)蒙古包頭市昆區(qū)少先路29號(hào)街坊
公司地址:內(nèi)蒙古包頭市昆區(qū)少先路29號(hào)街坊
 聯(lián)系郵箱:yangchen5560530@163.com
聯(lián)系郵箱:yangchen5560530@163.com
 網(wǎng)站網(wǎng)址:www.raodaqi.com
網(wǎng)站網(wǎng)址:www.raodaqi.com
 蒙ICP備19000740號(hào)-1 網(wǎng)站地圖
蒙ICP備19000740號(hào)-1 網(wǎng)站地圖
熱門搜索:內(nèi)蒙古布料溜槽,河北耐磨襯板,四川耐磨鑄件,河北布料溜槽,福建高爐布料溜槽,江蘇硬質(zhì)合金鑲嵌襯板,廣東耐磨合金襯板,四川耐磨襯板,廣西高溫耐磨襯板,云南耐磨鑄件,內(nèi)蒙古鑄鋼件鑄造,內(nèi)蒙古布料溜槽生產(chǎn)廠家,河北耐磨襯板生產(chǎn)廠家,貴州耐磨合金襯板廠家,四川高爐布料溜槽廠家,山西高溫耐磨襯板廠家,河北耐磨襯板廠家,四川耐磨鑄件,江蘇布料溜槽,福建布料溜槽,江蘇耐磨襯板,四川耐磨襯板生產(chǎn)廠家,福建耐磨襯板,內(nèi)蒙古耐磨鑄件,內(nèi)蒙古耐磨襯板
版權(quán)聲明:本網(wǎng)站所刊內(nèi)容未經(jīng)本網(wǎng)站及作者本人許可,不得下載、轉(zhuǎn)載或建立鏡像等,違者本網(wǎng)站將追究其法律責(zé)任。本網(wǎng)站所用文字圖片部分來源于公共網(wǎng)絡(luò)或者素材網(wǎng)站,凡圖文未署名者均為原始狀況,但作者發(fā)現(xiàn)后可告知認(rèn)領(lǐng),我們?nèi)詴?huì)及時(shí)署名或依照作者本人意愿處理,如未及時(shí)聯(lián)系本站,本網(wǎng)站不承擔(dān)任何責(zé)任。
 在線留言
在線留言  聯(lián)系我們
聯(lián)系我們 





 產(chǎn)品展示
產(chǎn)品展示
 聯(lián)系我們
聯(lián)系我們
 電話咨詢
電話咨詢